

 جلسه دفاع پایان نامه: میلاد افشاری، گروه ساخت وتولید
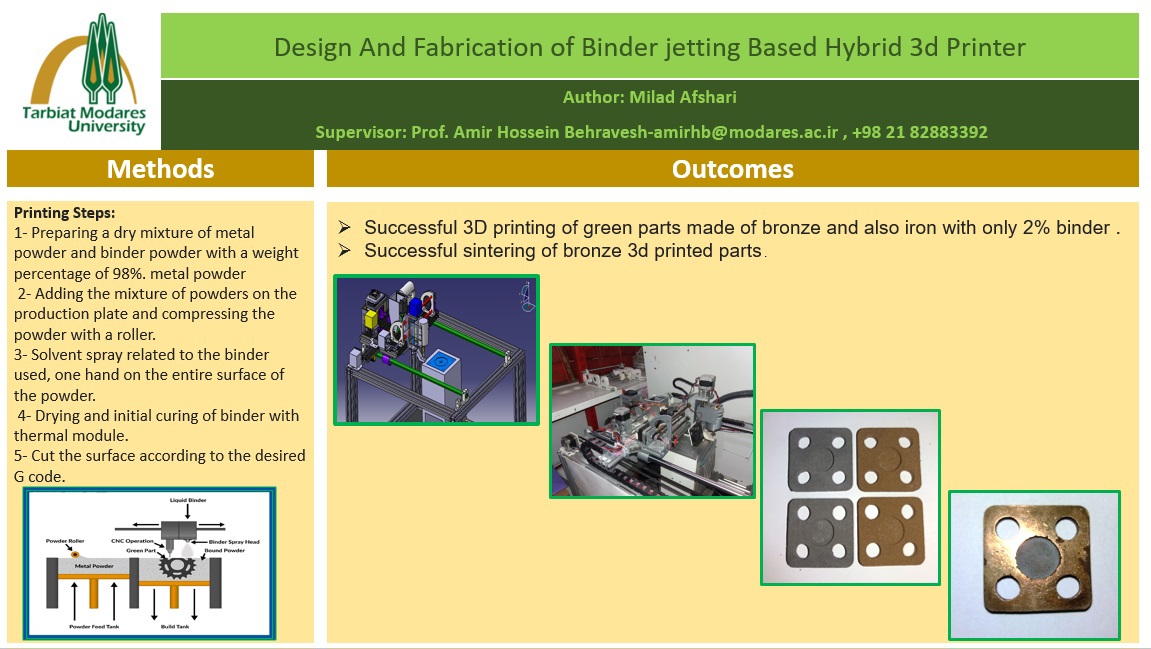
ارائهکننده: میلاد افشاری استاد راهنما: دکتر امیرحسین بهروش استاد ناظر داخلی: دکتر محمدحسین صادقی استاد ناظر خارجی: دکتر کارن ابری نیا تاریخ: 1403/05/08 ساعت:14 مکان: دانشکده فنی و مهندسی، کلاس 351 چکیده: هدف از این پروژه طراحی وساخت چاپگر سه بعدی هایبرید بر مبنای روش بایندرجتینگ است، بدین ترتیب که ابتدا پودر فلز و پودر بایندر بادرصد وزنی مشخصی باهم مخلوط میشوند و درون محفظه مربوط به ماژول پاشش پودر قرار می گیرند و پس از لایه نشانی پودر به جای استفاده از هد جوهر افشان، حلال مربوط به بایندر مورد نظر بر روی کل سطح پودر اسپری می گردد و یک سطح یک تکه را تشکیل می دهد سپس از طریق میکروماشینکاری، محیط سطح مقطع قطعه مورد نظر از سطح یک تکه جدا می گردد و این روند تا ایجاد قطعه سه بعدی ادامه می یابد. در این پژوهش از پودر آهن با اندازه ذرات 100- ، 63- و میکرون ونیز پودر برنز با ذرات 63- میکرون به عنوان متریال اصلی و از پودر پلی وینیل الکل با اندازه ذرات 90- میکرون به عنوان اتصال دهنده استفاده شده است. دستگاه از پنج ماژول اصلی تشکیل شده که عبارتند از ماژول پاشش پودر، ماژول فشرده سازی پودر، ماژول اسپری حلال ، ماژول حرارتی جهت خشک کردن بایندر و ماژول فرزکاری جهت برش سطح پودر و شکل دهی سطح مقطع مورد نظر. با وجودمقدار نسبتا پایین بایندر در مخلوط پودر فلز و بایندر(2 درصد وزنی بایندر)، قطعات نمونه به طورصحیح و بدون مشکلات ظاهری همچون شکسته شدن و یا تاب برداشتن چاپ شدند. با توجه به اینکه عامل اصلی در قابلیت تف جوشی قطعات سبز (green part)، میزان پودر فلز موجود درقطعه می باشد که باید بالای 50 درصد حجمی باشد، واینکه قطعات ساخته شده حاوی 89 درصد حجمی پودر فلز می باشند، تفجوشی قطعات نیز مورد بررسی قرارگرفت. به همین منظور قطعه برنزی ابتدا با ماکزیمم دمای 800 درجه سانتی گراد زینتر شد که ذرات به طور کامل به هم اتصال پیدانکردند و همچنان حالت ترد وپودری داشت. سپس مجددا با ماکزیمم دمای 850 درجه سانتی گراد زینتر شد که موفقیت آمیز بود.
|
